


















03-06-2015 09:59
Trong quá trình in Flexo, để tạo ra tờ in có chất lượng cao đòi hỏi rất nhiều yếu tố như: Máy in phải làm việc tốt nhất, thiết lập chế độ in tối ưu nhất, lựa chọn mực in phù hợp với vật liệu được in là mực dung môi, mực gốc nước hay là mực UV Flexo... Muốn vậy, tất cả những yếu tố trên phải được đáp ứng và duy trì nó trong quá trình in để đạt được chất lượng tốt nhất.
|
|
1.Ảnh hưởng của lô anilox:
Nhiệm vụ quan trọng của lô anilox là truyền một lượng mực nhất định lên bề mặt bản in cao su hay bản in photopolyme. Do vậy mà mật độ của màng mực chịu ảnh hưởng của loại lô anilox được sử dụng. Các lô khác nhau thì lượng mực được truyền lên bản khác nhau, do vậy mật độ màng mực trên sản phẩm cũng khác nhau làm ảnh hưởng đến chất lượng của sản phẩm. Các lô anilox khác nhau được thể hiện ở các thông số sau: mật độ của vi lỗ, cấu trúc của vi lỗ, góc mạng của vi lỗ.
Cấu trúc vi lỗ trên bề mặt lô anilox ảnh hưởng đến thể tích vi lỗ tức là nó ảnh hưởng đến mật độ của màng mực trên sản phẩm. Với lô anilox có cấu trúc vi lỗ dạng nón cụt góc của mạng vi lỗ là 450 thì khả năng truyền mực có khá hơn dạng chóp nón và lỗ có xu hướng sâu thêm. Tuy nhiên, dạng tối ưu nhất vẫn là lô anilox có cấu trúc vi lỗ dạng lục lăng góc mạng vi lỗ là 600, với cấu trúc dạng này lô có khả năng truyền mực tốt nhất, việc vệ sinh lô dễ dàng hơn, vách ngăn tốt hơn và truyền mực đều hơn.
|
|
Với lô anilox có mật độ vi lỗ xác định, nếu thể tích của vi lỗ trên bề mặt lô anilox càng lớn thì lượng mực mà lô anilox truyền lên bản tăng, do đó làm cho lượng mực truyền lên màng vật liệu tăng có thể quá nhiều gây phiền hà cho quá trình sấy khô. Màng mực lâu khô hơn khi in chồng màu, màu trước chưa đủ độ khô cần thiết để có thể in chồng màu tiếp theo nên làm ảnh hưởng đến khả năng nhận màu thứ hai hoặc các màu này sẽ pha trộn lại với nhau làm thay đổi màu sắc của sản phẩm, hay màu mực trước sẽ chống lại khả năng bám dính của mực màu tiếp theo. Nếu thể tích vi lỗ nhỏ tức là lượng mực truyền lên bản ít hơn, do đó mật độ mực trên bề mặt vật liệu cũng giảm, lượng mực này có thể không đủ để phủ kín chữ, hình ảnh cần thiết đặc biệt là vùng nền của ảnh, làm cho hình ảnh thiếu độ sắc nét, không đủ độ no mực, cường độ màu giảm... Kết quả là tờ in tạo ra không đạt chất lượng như mong muốn
Thông thường, để kết quả in có chất lượng cao thì mật độ vi lỗ trên lô anilox phải gấp 4 đến 9 lần so với mật độ tram trên bản in. Ngược lại, nếu mật độ vi lỗ trên bề mặt lô anilox quá cao có thể xảy ra hiện tượng là các lỗ này rất dễ bị bít trong quá trình in bởi tính chất của mực in Flexo khô rất nhanh nên mực in có thể khô dưới đáy lỗ. Nhưvậy lượng mực mà lô anilox truyền tới bản in giảm không đủ lượng mực để phủ kín toàn bộ phần chữ, hình ảnh trên tờ in, làm cho hình nét không đạt độ no mực, màu nhạt mờ... Do đó chất lượng in không đạt yêu cầu.
Trong quá trình in, lượng mực trong các vi lỗ trên bề mặt lô anilox không truyền hoàn toàn tới bề mặt bản in, tuy nhiên phần trăm lượng mực mà các vi lỗ này truyền đi lại phụ thuộc vào cấu trúc của vi lỗ. Do đó khi lượng mực được truyền lên bề mặt bản in ít có thể là do mật độ vi lỗ trên bề mặt lô anilox cao do đó các lỗ này nhỏ hơn, vì vậy chỉ cần một lượng nhỏ mực bị khô trong lỗ, hay chỉ với một thành phần của mực vào dưới đáy của vi lỗ hay các chất lạ khác rơi vào dưới đáy lỗ cũng đủ để làm bít các lỗ này lại, làm ảnh hưởng đến lượng mực được truyền đến bản in
2. Ảnh hưởng của dao gạt mực đến chất lượng của sản phẩm
Dao gạt là một bộ phận được sử dụng trong hệ thống in để điều chỉnh độ dày màng mực trên lô anilox. Bởi vậy dao gạt mạt mực cũng là một trong những yếu tố ảnh hưởng đến mật độ của lớp mực trên bề mặt vật liệu in, làm ảnh hưởng đến chất lượng của sản phẩm in. Việc sử dụng lô anilox có độ phân giải thấp hơn với thể tích của vi lỗ lớn hơn, nên dao gạt mực cần phải dày hơn để điều chỉnh thể tích mực lớn hơn này.
Đa số các máy in đều sử dụng lưỡi dao gạt mực in làm bằng thép các bon có độ dày 0,006 inch. Độ dày của lưỡi dao gạt mực đủ để tạo ra vùng tiếp xúc rộng với lô anilox nhưng không làm mài mòn dao gạt mực cũng như lô anilox, đặc biệt là đối với các loại mực có thể gây ra sự mài mòn. Với lưỡi dao dày hơn chúng tạo ra vùng tiếp xúc rộng hơn với lô anilox dẫn đến áp lực để làm sạch bề mặt lô anilox nhỏ hơn, bởi vì áp lực của việc làm sạch được trải rộng qua một vùng lớn hơn. Vì vậy, áp lực của lưỡi dao có thể tăng thêm khi cần thiết để tạo ra một độ sạch phù hợp. áp lực có thể tăng thêm này là không cần thiết, bởi vì nó làm mài mòn lưỡi dao và lô anilox, làm ảnh hưởng đến thể tích của các vi lỗ cũng như là mật độ của màng mực trên bề mặt vật liệu.
|
|
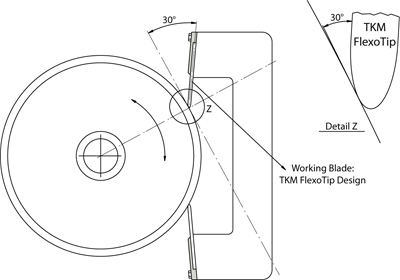
Việc sử dụng lưỡi dao gạt mực với lô anilox có độ phân giải cao hơn thường yêu cầu một số loại góc nghiêng. Độ dày của màng mực in dày hơn là điều cần thiết. Độ nghiêng của lưỡi dao với bề mặt trước của lô anilox thường ở khoảng giữa 20 và 450 là phổ biến nhất được sử dụng với lô anilox có độ phân giải ở khoảng trung bình (400- 600 đường kẻ/inch hay 157- 236 đường kẻ/cm)
3. Ảnh hưởng của hệ thống sấy khô đến chất lượng của sản phẩm
Bộ phận sấy khô cũng là một bộ phận khá quan trọng trong máy in Flexo, đặc biệt là khi in các loại vật liệu không thấm hút. Bởi vì, khi in trên các loại vật liệu không thấm hút thì quá trình khô của màng mực xảy ra chậm hơn, mặt khác tốc độ của máy in là khá cao nên khi thực hiện in chồng màu sẽ nảy sinh ra rất nhiều vấn đề tiêu cực làm ảnh hưởng đến chất lượng của tờ in.
Việc thực hiện sấy bằng nhiệt nảy sinh ra một vấn đề đó, các loại màng mỏng đặc biệt là màng etylen, polyetylen, chúng có thể bị co, dúm lại làm ảnh hưởng đến chất lượng in chồng màu do có sự sai lệch về hình ảnh định vị, chất lượng của sản phẩm không đạt yêu cầu. Bởi vậy phải đặt nhiệt sấy khô hay luồng khí vào buồng sấy phù hợp với tính chất của vật liệu cũng như loại mực sử dụng trong quá trình in nhằm nâng cao chất lượng của sản phẩm in. Nếu đặt nhiệt độ sấy khô quá thấp thì bộ phận sấy khô sẽ không phát huy được tác dụng của nó, bởi vậy màng mực in cũng không đạt độ khô cần thiết làm bẩn mặt sau của băng vật liệu khi cuộn băng vật liệu in vào bộ phận thu cuộn, ảnh hưởng đến in chồng màu, qua đó ảnh hưởng đến chất lượng sản phẩm. Nếu đặt nhiệt độ sấy khô quá cao có thể làm cho vật liệu in bị co dúm lại, mực khô quá nhanh, làm cho màng mực ròn dễ bị vỡ khi uốn cong. Ngoài ra, mực ở đơn vị sau có thể bóc lớp mực đã được in ở đơn vị in trước đó...
Sự ra đời của các vật liệu in mới như màng mỏng polyetylen, etylen... đã có ảnh hưởng rất lớn tới sự thay đổi cấu trúc của máy in. Máy in cần phải có thêm các bộ phận ổn định sức căng, các bộ phận nhả cuộn vật liệu và cuốn cuộn thành phẩm phải hoạt động chính xác hơn. Để có thể in được trên tất cả các loại vật liệu có khả năng thấm hút hay không có khả năng thấm hút và các loại màng mỏng, các loại màng mà bề mặt của nó được phủ kim loại.
Đến những năm 80, cấu trúc máy dạng xếp chồng vẫn được sử dụng nhưng số lượng đã giảm nhiều, thay vào đó là dạng vệ tinh (CI-Central impression) và dạng tuyến thẳng (in-line). Hiện nay máy in Flexo khổ nhỏ dạng in line đang được sử dụng ở nhiều nhà máy in.
- Bộ phận Kinh doanh :
*Kinh doanh 1 : Mr Vũ 0988.524.570 (Zalo)
- Email : davidphansale@yahoo.com
- Zalo tư vấn báo giá : 0988.524.570
*Kinh doanh 2 : Ms Thùy 0909.814.717 (Zalo)
- Email 1 : vu.phan@hcvietnam.net
- Zalo tư vấn báo giá : 0909.814.717
Wepsite của chúng tôi đang trong quá trình hoàn thiện ,nếu Quý khách Hàng
không tìm thấy sản phẩm cần mua xin gửi vào email : vu.phan@hcvietnam.net
chúng tôi sẽ nhanh chóng phản hồi & phục vụ giá tốt nhất .
Người gửi / điện thoại
CÁC BÀI MỚI HƠN





CÁC BÀI CŨ HƠN





Hachi Viet Nam Co.,Ltd
VPGD : Số 32 , Đường số 9 , KDC Sài Gòn - Chợ Lớn , P7 , Q8 , TP.HCM ( hẻm 3099 Phạm Thế Hiển )
Kho hàng: B1/3 Nguyễn Văn Linh, Xã An Phú Tây, Huyện Bình Chánh, TP.HCM
Factory : số 5 đường 2B Cụm Công Nghiệp Mỹ Tho ,TT Cái Bè , Tỉnh Tiền Giang
---------------------------------------------------
*Vật tư : in ống đồng (Dao Gạt Mực , Vải Cách Nhiệt ,Polymide …)
*Vật tư chịu Nhiệt (băng keo nhiệt ,dây đai nhiệt …)
- Ms Thùy 0909.814.717 (Zalo tư vấn báo giá )
** Email : vu.phan@hcvietnam.net
***Wepsite của chúng tôi đang trong quá trình hoàn thiện ,nếu Quý khách Hàng
không tìm thấy sản phẩm cần mua xin gửi vào email : vu.phan@hcvietnam.net
chúng tôi sẽ nhanh chóng phản hồi & phục vụ giá tốt nhất .